





Типовые решения по организации участка порошковой окраски
Выбор оборудования и схемы его размещения зависит от ряда факторов, среди которых: массогабаритные характеристики окрашиваемых деталей, производственная программа (или количество изделий окрашиваемых в единицу времени), площадь помещения, направление транспортных потоков.
Условно можно выделить три типовых решения по организации цеха порошковой окраски: участок ручной окраски тупикового типа, участок с транспортной системой с ручным (или механизированным) перемещением изделий, конвейерная линия.
Независимо от выбранного решения в состав оборудования входит камера порошковой окраски с системой рекуперации порошка, распылительное оборудование, печь формирования порошковых покрытий.
Если позволяют размеры помещения, то в цеху может размещаться оборудование подготовки поверхности и порошковой окраски. При этом в зависимости от выбранного метода подготовки поверхности оборудование предварительной подготовки может быть объединено с оборудованием для порошковой окраски единой транспортной системой или быть выделено в отдельный участок со своей транспортной системой.
Участок ручной окраски тупикового типа
|
Под тупиковым окрасочным участком подразумевается участок, где оборудование не объединяется общим транспортным механизмом. При этом камера напыления и печь формирования порошковых покрытий имеют собственные приспособления для навески изделий. Перенос изделий от камеры к печи осуществляется вручную. Камера напыления и печь могут быть как тупикового, так и проходного исполнения. Данный тип участка, как правило, выбирают при небольшой производственной программе и окраске изделий небольшой массы. Он требует наименьших капитальных вложений по сравнению с другими. |
 |
Участок с транспортной системой
|
При значительных программах по окраске, большой массе изделий, достаточной площади помещения широкое распространение имеют участки с транспортной системой. Чаще всего применяются подвесные транспортные механизмы с ручным или комбинированным перемещением подвесок. |
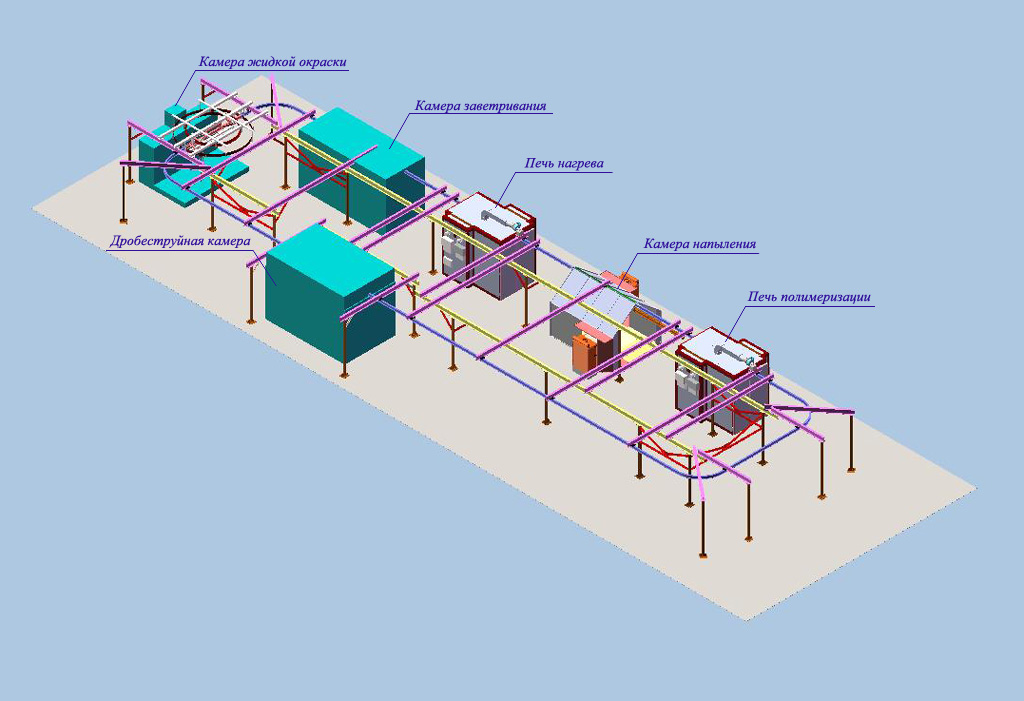 |
| Механизированное перемещение через камеру окраски оправдывает себя при напылении длинномерных изделий, позволяет наносить порошок в автоматическом режиме. В зависимости от размеров помещения конфигурация участка может быть различной. Исполнение печи тупиковое или проходное. Количество путей в печи должно обеспечивать выполнение производственной программы. Перед печью и за ней, как правило, имеются накопители. |
|
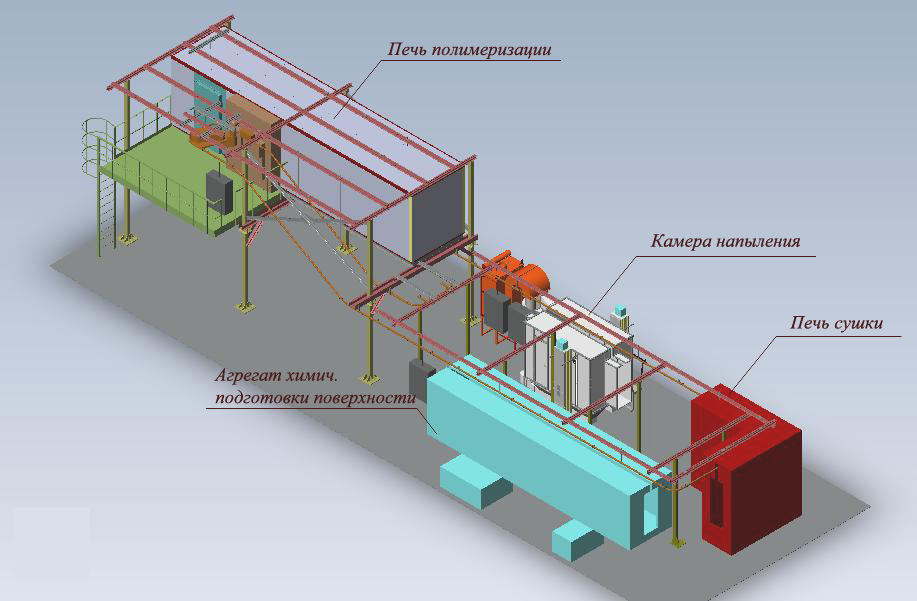
| Данный тип участков позволяет объединить общей транспортной системой оборудование подготовки поверхности струйного типа и порошковой окраски. В этом случае необходимо следить за тем, чтобы циклы работы всех единиц оборудования были согласованы. Перемещение подвесок кольцевое или продольно-поперечное. |
|
Конвейерная линия
|
Окраска изделий на конвейере является оптимальным решением в случае, если необходимо окрашивать большое количество однотипных изделий, поверхность которых не является очень сложной. После нахождения расчетной скорости конвейера определяются параметры оборудования, размеры печей, количество работающих распылителей. Напыление может производиться как в ручном, так и в автоматическом режиме. Выбор режима зависит от ряда факторов, таких как: скорость движения конвейера, размеры подвески, сложность поверхности изделий. Конфигурацию линии во многом определяет помещение, где будет размещаться оборудование. Конвейер может иметь несколько уровней по высоте, например, подниматься при заходе в печь, опускаться для удобства съема и навески изделий. |
 |
Поставлено и запущено в работу оборудование для получения двухслойной эпоксидной изоляции стальных труб диаметром до 820 мм. >>